Токарна обробка деревини. Технологічне обладнання
1. Які верстати ви вивчали раніше? Яке їхнє призначення?
2. Які основні частини верстатів?
3. Яких правил техніки безпеки слід дотримуватися, працюючи на верстатах?
Токарство - це і техніка обробки деревини, і самостійна галузь художнього промислу. Сучасні майстри на підприємствах народних художніх промислів широко використовують цю техніку не лише для виробництва різних форм посуду, що набув переважно декоративного значення, а й у виготовленні жіночих прикрас, дитячих іграшок, сувенірів тощо. Усі ці вироби мають форму обертання (мал. 177).
Такі вироби виготовляються на токарних верстатах. Історія свідчить про те, що перші примітивні моделі токарних верстатів виникли багато тисяч років тому. У результаті економічного, технічного й культурного розвитку суспільства розвивається та вдосконалюється токарний спосіб обробки деревини.
Удосконаленим варіантом токарного верстата нині є шкільний верстат з обробки деревини СТД 120-М. Букви й цифри означають: С - верстат (від російського слова «станок»); Т - токарний; Д - для обробки деревини; число 120 - відстань у міліметрах від осі шпинделя до напрямних станини. Буква М означає модернізацію верстата.
Токарний верстат СТД 120-М (мал. 178) складається з таких основних вузлів: станини, передньої бабки, задньої бабки, підручника, електродвигуна та клинопасової передачі.
Станина відлита із чавуну і є основою, на якій монтуються складальні одиниці (вузли) верстата. Вона встановлена на платформі. Зліва на станині

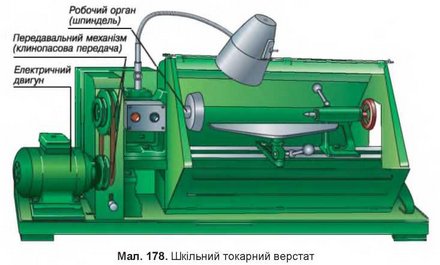
закріплена передня бабка. Уздовж напрямних станини можна переміщувати й закріплювати (фіксувати) в потрібному положенні задню бабку й підручник.
Передня бабка призначена для встановлення і кріплення заготовки та передавання їй обертального руху.
Шпиндель має вигляд вала, на правому кінці якого нарізано різьбу для нагвинчування патрона, планшайби та інших спеціальних пристосувань для кріплення заготовок. На лівому кінці шпинделя кріпиться двоступінчастий шків, який отримує рух за допомогою клинопасової передачі від електродвигуна.
Для пуску та зупинки верстата на передній бабці розміщено кнопковий пульт керування.
Задня бабка слугує опорою для довгих заготовок під час обробки, підтримуючи їх заднім центром, та для кріплення в ній свердлильного патрона, свердла й інших інструментів для обробки отворів. Корпус задньої бабки пересувається вздовж напрямних станини.
Підручник - це опора для різального інструмента під час роботи. Він складається з опорної лінійки та вузла фіксації, за допомогою якого підручник можна зафіксувати на станині.
Технологічні пристрої (мал. 179) - це конструктивні елементи, за допомогою яких установлюють та закріплюють на верстатах заготовки й різальний інструмент. Найбільш поширеним пристосуванням токарного верстата є тризуб (мал. 179, а). Він застосовується для кріплення довгих заготовок, які під час обробки підтримуються центром задньої бабки.
Патрон із шипами (мал. 179, б) має двоступеневу циліндричну форму. З лівого боку патрона нарізано внутрішню різьбу, за допомогою якої він нагвинчується на шпиндель. На правому торці патрон має чотири гострих шипи. Центральний шип на 3...4 мм довший за крайні.
Патрон з конічним гвинтом (мал. 179, в) має таку саму форму, що й патрон із шипами, але в цьому пристрої шипи замінено на конічний гвинт, на який нагвинчують заготовки.
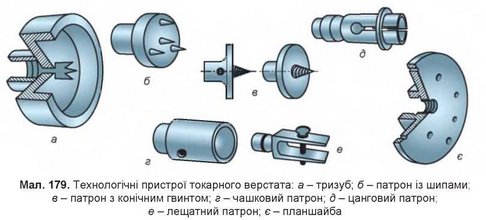
Чашковий патрон (мал. 179, г) використовують для кріплення заготовок, у яких передбачається обробка внутрішніх поверхонь. Заготовку спочатку закріплюють за допомогою тризуба або патрона із шипами й проточують до надання їй циліндричної форми. Потім один кінець циліндричної заготовки проточують, надаючи її поверхні конусної форми, подібної до форми конічного отвору патрона. Проточену таким чином заготовку вгвинчують у патрон.
Цангові патрони (мал. 179, д) застосовують у серійному виробництві однотипних деталей. Заготовку затискують, набиваючи кільце на конічний корпус патрона.
У лещатному патроні (мал. 179, е) за допомогою гвинта затискують заготовки, що мають у перерізі форму квадрата або прямокутника.
Для закріплення коротких заготовок великого діаметра застосовують планшайби (мал. 179, є). Це чавунний диск з отворами, який нагвинчується на шпиндель, як і всі інші пристрої.
Різальними інструментами для токарної обробки деревини є стамески. Залежно від призначення вони мають різну форму (мал. 180).
Напівкругла стамеска - реєр (мал. 180, а) має вигляд напівкруглого жолобка з відтягнутим хвостовиком, на якому кріпиться ручка. Фаску реєра заточують з випуклого боку жолобка.
Широкі напівкруглі стамески застосовують для чорнової обробки заготовок, а вузькі - для виточування ввігнутих поверхонь напівкруглої форми. Кут загострення напівкруглих стамесок для обробки деревини твердих порід становить

35°, для обробки деревини м’яких порід - 25°. У межах від 25° до 35° вибирають кут загострення леза для інших порід, залежно від ступеня їх твердості.
Плоский токарний різак - мейсель (мал. 180, б) - це плоска сталева штаба з відтягнутим хвостовиком для кріплення ручки. Лезо заточують під кутом
70.. .80°. Фаску заточують з обох боків під кутом 20...30°. Косяки застосовують для чистової обробки циліндричних, конічних та опуклих поверхонь після чорнової обробки напівкруглою стамескою, формування випуклих поверхонь, а також для підрізання торців.
Плоскі прямокутні стамески (канавочники прямі) (мал. 180, в) застосовують для точіння виточок (канавок) у вузьких заглиблених місцях. Якщо необхідно зробити канавку напівкруглої форми (галтель), лезо інструмента заточують не під прямим кутом, а по радіусу (мал. 180, б).
Відрізний різець (мал. 180, г) схожий на канавочник, але має ширину
2.5.. .3 мм і висоту (товщину) 15...20 мм. Таким різцем значно швидше й легше, ніж іншими інструментами, відрізати готові деталі та підрізати торці в заготовках діаметром до 100 мм.
ЛАБОРАТОРНО-ПРАКТИЧНА РОБОТА № 7
Ознайомлення з механізмами і складовими одиницями (вузлами) токарного верстата з обробки деревини
Обладнання та інструменти: токарний верстат для обробки деревини, навчальні таблиці «Елементи машинознавства», ріжкові ключі, набір викруток, киянка, лінійка.
Послідовність виконання роботи
1. Оглянь верстат зовні.
2. Ознайомся з розташуванням та особливостями кріплення основних вузлів верстата.
3. Визнач за допомогою лінійки відстань від лінії центрів до станини.
4. Визнач максимальну відстань між центрами.
5. Вистав опорну лінійку підручника по висоті.
6. Перевір справність проводу заземлення.
7. Увімкни верстат.
8. Вимкни верстат.
Бабка - частина верстата для кріплення заготовки та надання їй обертального руху.
Мейсель - плоска стамеска, різальна частина якої заточена навскіс, призначена для чистового обточування заготовок.
Підручник — пересувна опора для різального інструмента.
Реєр — напівкругла стамеска для чорнового обточування заготовок на токарному верстаті.
Станина — масивна частина верстата, на якій монтуються всі вузли і механізми верстата.
Тризуб - деталь токарного верстата з трьома гострими виступами для кріплення заготовки та надання їй обертального руху.
1. Яке призначення токарного верстата?
2. З яких частин складається токарний верстат для обробки деревини?
3. Яке призначення задньої бабки?
4. Які заготовки закріплюють у тризубі?
5. Які різці використовують для токарної обробки деревини?
6. Які технологічні операції виконують реєром?
7. Які технологічні операції виконують мейселем?
Це матеріал з підручника Трудове навчання 7 клас Терещук
Автор: admin от 5-02-2017, 05:58, Переглядів: 10650