§ 5. Особливості об’ємного розмічання деталей виробу
1. Чи можна застосувати відомі тобі інструменти для об'ємного розмічання деталей виробу?
2. Які особливості об'ємного розмічання деталей виробу?
Раніше тобі вже доводилося вимірювати та розмічати деталі з тонколистового металу. Розмічанням називають перенесення форми й розмірів деталі з креслення на заготовку.
Основна мета розмічання - позначити на заготовці місця і граничні межі обробки. Границями обробки відокремлюють той матеріал, який повинен бути вилучений, від матеріалу, який залишається й утворює деталь.
Для розмічання деталей із тонколистового металу ти використовував масштабну лінійку, слюсарний кутник, рисувалку, кернер, слюсарний циркуль, шаблони. Згадані контрольно-вимірювальні та розмічальні інструменти застосовують також для розмічання заготовок із листового металу, що мають більшу товщину та складнішу форму (мал. 39).

Але як розмітити заготовки, які виготовляються із сортового прокату, а також якщо виріб має складну конструкцію і його деталі знаходяться в різних площинах або з’єднуються між собою під певним кутом? У таких випадках виникає потреба в об’ємному, або, по-іншому, просторовому розмічанні.
Між площинним та просторовим розмічанням є багато спільного. Ця спільність полягає в застосуванні загальних прийомів нанесення розмічальних ліній, у перевірці й підготовці поверхонь заготовок тощо. Тому потрібно добре знати правила площинного розмічання, щоб навчитися якісно виконувати просторове розмічання.
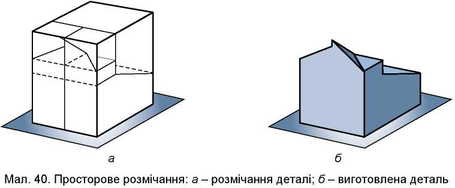
Просторове розмічання - це розмічання поверхонь заготовки, розташованих у різних площинах під різними кутами одна до одної (мал. 40).
Просторове розмічання найскладніше з усіх видів розмічання і потребує, крім уже згаданих, більш досконалих інструментів та пристосувань. Для просторового розмічання використовують слюсарні рейсмуси, штангенінструменти, а також розмічальні плити, підкладки, домкрати, ящики та інші пристосування (мал. 41).
Мал. 41. Інструменти і пристосування, що застосовують для просторового розмічання: 1 - розмічальна плита; 2 - розмічальний ящик; 3 - кернер;
4 - рисувалка; 5 - циркуль; 6 - призма для закріплення циліндричних деталей;
7 - кутник; 8 - кутомір; 9 - штангенрейсмус; 10 - рейсмус; 11 - рівень
Перш ніж приступити до розмічання, спочатку треба уважно перевірити заготовку (чи немає на ній раковин, розколин, відбитих кутів та інших дефектів), потім очистити її від бруду й пилу. Потім докладно вивчити кресленик деталі, з’ясувати, яку вона має конструкцію, й визначити порядок розмічання. Для того щоб обрати правильний порядок розмічання, треба також чітко уявляти не тільки форму, а й призначення деталі та її роль у механізмі чи машині.
Розмічання виконують від базової поверхні або розмічальної риски, узятої за базову. Для якості розмічання велике значення має правильний вибір базової поверхні, який залежить від конструктивних особливостей і технології виготовлення деталі.
Базову поверхню обирають, керуючись такими правилами: якщо заготовка має хоча б одну оброблену поверхню, її вважають базовою; якщо зовнішні та внутрішні поверхні не оброблені, то базовою вважають зовнішню поверхню. Базою можуть бути оброблені й необроблені поверхні, площини, розміщені в середній частині деталі, або центри отворів.
Особливість просторового розмічання полягає в тому, що доводиться не просто розмічати окремі поверхні заготовки, розміщені в різних пло-
щинах і під різними кутами одна до одної, а пов’язувати розмічання цих поверхонь між собою. Просторове розмічання проводять, як правило, на розмічальній плиті.
Перед установленням заготовки на розмічальній плиті ті місця заготовки, де наноситимуть розмічальні риски, покривають крейдою, фарбою, лаком або мідним купоросом. Потім, ураховуючи конструктивні особливості майбутнього виробу, встановлюють заготовку на розмічальній плиті й вивіряють, користуючись опорними підкладками, призмами, домкратами, розмічальними ящиками та іншими пристосуваннями. Невеликі заготовки закріплюють на розмічальній плиті за допомогою струбцини.
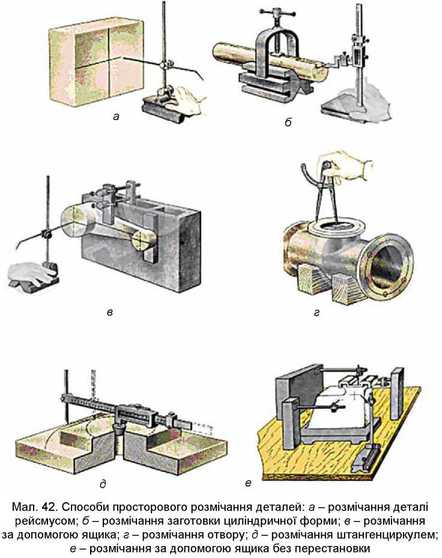
При просторовому розмічанні заготовок доводиться проводити горизонтальні, вертикальні й похилі риски (мал. 42). Зазначені назви рисок зберігаються і при повертаннях заготовки в процесі розмічання. Якщо, наприклад, риски при початковому положенні заготовки було проведено горизонтально, то, хоч вони при повертанні заготовки на 90° стали вертикальними, щоб не було плутанини, їх продовжують називати горизонтальними. Розмічальними рисками позначають не тільки межі, за якими заготовка має бути оброблена, але й місця, де треба зняти зайвий шар металу.
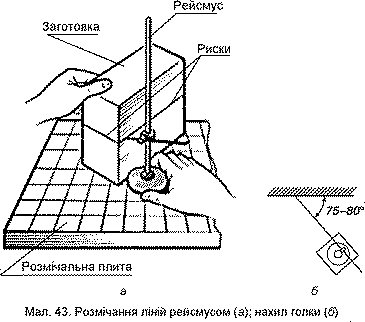
Розмічаючи на плиті, горизонтальні риски проводять розмічальним рейсмусом, який установлюють на потрібний розмір масштабного висотоміра. Проводячи горизонтальні риски, рейсмус переміщують паралельно площині розмічальної плити (мал. 43, а), злегка притискуючи його основою до плити. При цьому голка рейсмуса повинна бути спрямована похило до площини, що розмічається, у бік руху під кутом 75...80° (мал. 43, б). Натискання голки на заготовку має бути рівномірним. Риски можна проводити тільки один раз.
Широкого використання в просторовому розмічанні набули штанген-рейсмуси (мал. 44).
Розмічання вертикальних рисок можна виконувати за допомогою слюсарного кутника (мал. 45).
Таке розмічання аналогічне проведенню вертикальних рисок при площинному розмічанні.
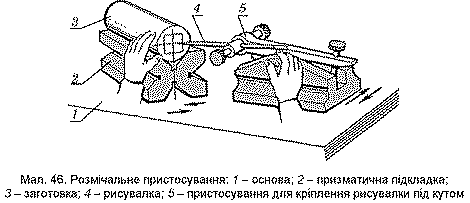
Для розмічання заготовок циліндричної форми заготовки вставляють в опорні призматичні підкладки (мал. 46, 2). Ці опорні підкладки мають

б
в
точно оброблені зовнішні поверхні з трьома або чотирма призматичними вирізами. Найчастіше застосовують підкладки завдовжки 50...250 мм, завширшки і заввишки 50...100 мм. Короткі циліндричні заготовки встановлюють на одній призмі. Для встановлення довгих циліндричних заготовок використовують комплекти (пари) підкладок однакових розмірів.
Для розмічання горизонтальних і вертикальних ліній на заготовках або на циліндричних поверхнях деталей також використовують спеціальне розмічальне пристосування з регульованим пристроєм підйому та опускання рисувалки (мал. 46, 5).
Деталі простої форми з опуклими поверхнями, а також важкі та громіздкі заготовки, повертання й установлення яких утруднене, розмічають з одного встановлення.
Повертанням і встановленням деталі в кілька положень можна розмічати деталі будь-якої складності. Особливо доцільно застосовувати цей спосіб, розмічаючи деталі малої та середньої ваги, котрі порівняно легко повертати на розмічальній плиті. Його суть зводиться до того, що спершу деталь установлюють у таке положення, коли за допомогою слюсарного рейсмуса проводять усі горизонтальні риски, паралельні до площини плити. Потім деталь повертають на 90° і проводять усі вертикальні риски.
Якщо ж окрім взаємно перпендикулярних рисок треба ще розмітити й похилі, то деталь додатково повертають у таке положення, коли ці похилі риски стають паралельними до площини розмічальної плити.
Іноді не можна обмежитися двома чи трьома положеннями деталі. Доводиться такі деталі послідовно повертати і встановлювати більшу кількість разів. Після кожного повертання, щоб ув’язати зроблене розмічання з наступним, треба старанно вивірити встановлення деталі відносно розмічальної плити по раніше проведених рисках. Вивірення по центрових рисках роблять також кутоміром (мал. 47, а) або розмічальним рівнем (мал. 47, б).

Якщо виникає потреба розмічати багатоступеневі деталі, використовують розмічальний штангенінструмент (мал. 48).
Під час виконання ремонтних робіт, коли треба швидко виготовити нову деталь без виконання її креслення, як копію зразка виробу використовують стару деталь. Щоб замінити поламану чи спрацьовану деталь, слюсар-ре-монтник установлює заготовку поруч на спеціальні підкладки, потім вивіряє розміри деталі за допомогою кутника та рейсмуса й переносить їх на заготовку для нової деталі. Після цього її та зразок деталі повертають в інше положення й після вивірення переносять розміри на заготовку.
Розмічання по місцю застосовують під час складання й припасування деталей, наприклад під час обробки отворів під болти чи шпильки у двох деталях, які необхідно з’єднати між собою. Спершу за креслеником розмічають отвори тільки на одній деталі, а потім по готових отворах (як за допомогою шаблона) розмічають отвори на іншій деталі.
Одночасне розмічання партії однакових деталей проводять таким чином, щоб п ід час роботи по змозі не робити зайвих рухів. У цьому випадку одна з деталей використовується як еталон і з неї переносять розміри на решту деталей. Розмічання по деталі-еталону дає велику економію часу, бо при цьому відпадає найтрудомісткіша частина розмічання, пов’язана з побудовою кутів і відкладанням розмірів на всіх інших деталях партії.
ПРАКТИЧНА РОБОТА № 5
Просторове розмічання виробів із сортового прокату і листового металу
Інструменти та матеріали: штангенциркуль ШЦ-ІІ або рисувалка, слюсарна лінійка, кернер, молоток, відходи листової конструкційної сталі, кутики з відходів сортового прокату, зразки виробів з металу та


сортового прокату (шаблон для перевірки кутів загострення свердел, меблевий кутик).
Послідовність виконання роботи
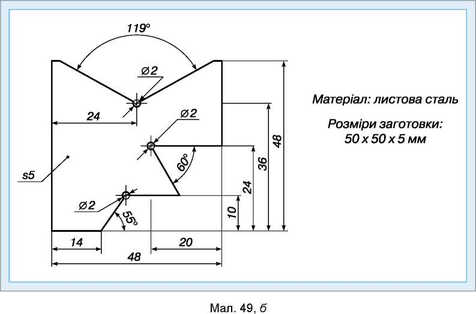
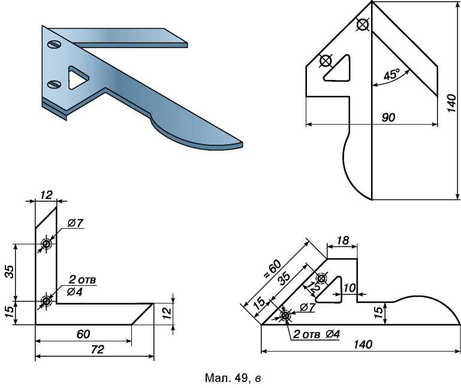
1. За завданням учителя або креслеником шаблона для контролю параметрів свердла (мал. 49) ознайомся з конструктивними особливостями об’єктів праці.
2. У разі виготовлення виробів згідно з креслеником у підручнику визнач та за потреби внеси зміни до їх виготовлення з урахуванням припуску на обробку.
3. За власним задумом унеси зміни до кресленика шаблона з метою можливості його використання для контролю як параметрів свердла, так і кутів заточування зубил і крейцмейселів.
4. Добери потрібні інструменти та матеріали для розмічання виробів.
5. Виконай розмічання заготовок з урахуванням унесених змін та припусків на обробку.
6. Виконай кернування місць свердління отворів.
7. Виготовлення виробу виконай на наступних уроках після вивчення відповідних тем.
Об’ємна деталь, слюсарний рейсмус, опорна підкладка, домкрат, штангенрейсмус.
Слюсарний рейсмус - розмічальний інструмент, призначений для просторового розмічання деталей.
Штангенрейсмус - штангенінструмент, призначений для вимірювання висоти і проведення просторового розмічання деталей.
1. Які інструменти застосовують для розмічання листового металу?
2. Із чим пов’язані особливості просторового розмічання?
3. Які є способи просторового розмічання?
4. Які пристосування використовують для просторового розмічання?
5. Для чого використовують слюсарний рейсмус?
6. Чому перед установленням металевої заготовки на розмічальній плиті на місця розмічання наносять крейду, фарбу, лак або мідний купорос?
Тестові завдання
1. Який технологічний процес називають вимірюванням?
А процес перевірки, чи міститься дійсне значення розміру в установлених графічним документом межах Б процес знаходження числового значення лінійних розмірів деталі за допомогою вимірювальних засобів В процес перевірки, чи міститься дійсне значення розміру деталі в розмірах, визначених графічним документом Г усі відповіді правильні Д правильної відповіді немає
2. Який технологічний процес називають розмічанням?
А нанесення на поверхню заготовки ліній, що визначають контури майбутньої деталі
Б нанесення рисок, що визначають наближені межі обробки деталі В нанесення міток, що визначають граничні межі обробки деталі відповідно до графічного документа
Г усі відповіді правильні Д правильної відповіді немає
3. Як називається розмір, зазначений на кресленику виробу?
А точний Б дійсний
В граничний Г мінімальний
4. Який технологічний процес називають просторовим розмічанням?
А нанесення рисок на площині
Б визначення розмірів об’ємних деталей за допомогою вимірювального засобу
В нанесення рисок на деталях, які знаходяться в різних площинах або з’єднуються між собою під певним кутом Г правильної відповіді немає
5. Які пристосування використовують у процесі просторового розмічання заготовок циліндричної форми?
А опорні призми Б слюсарний рейсмус В розмічальну плиту Г лещата
6. Чому просторове розмічання вважається складнішим порівняно з площинним?
А тому, що проводиться за допомогою пристосувань Б тому, що вимагає більше часу В тому, що проводиться в різних площинах Г правильної відповіді немає
7. Яку поверхню називають установочною базою?
А яка підлягає обробці
Б від якої здійснюють обробку деталі
В від якої здійснюють нанесення міток, що визначають граничні межі обробки деталі
Г якою закріплюють деталь для її обробки
8. Які вимірювальні інструменти використовують для просторового розмічання заготовок?
А штангенциркуль ШЦ-І Б слюсарний рейсмус В штангенциркуль ШЦ-ІІ Г рисувалку
Це матеріал з підручника Трудове навчання 8 клас Гащак
Автор: admin от 17-10-2016, 12:22, Переглядів: 6950