§ 11. Технологія нарізання внутрішньої і зовнішньої різьби
1. Як утворюється різьба?
2. Якими параметрами характеризуються різьбові поверхні?
3. Для чого нарізують різьбу на поверхнях?
У сучасному виробництві широко використовують високопродуктивні методи нарізання різьби на металорізальних верстатах за допомогою різьбонарізних інструментів (мал. 110). Успішно отримують різьбу і за допомогою інструментів для накатування та ін. Однак, виконуючи слюсарні роботи, переважно доводиться нарізати різьбу ручним способом.


Для нарізання різьби в отворах застосовують мітчики, а для нарізання зовнішньої різьби - плашки різної конструкції.
Мітчик (мал. 111) - різальний інструмент у вигляді загартованого гвинта із кількома прорізаними на ньому поздовжніми прямими або гвинтовими канавками, які утворюють різальні кромки. Мітчик працює при двох одночасних рухах: обертовому (мітчика або заготовки) та поступальному (уздовж осі мітчика). Мітчик має робочу частину і хвостову частину (хвостовик).
Робоча частина мітчика складається із забірної і калібрувальної частин. Забірна частина - це передня конусна частина, яка першою входить в отвір і здійснює основну роботу різання. Калібрувальна частина спрямовує мітчик в отвір і остаточно завершує нарізання різьби (калібрує різьбу).
Хвостова частина - це стрижень для закріплення мітчика в патроні або воротку; квадрат служить для передачі крутного моменту.
Ручні (слюсарні) мітчики служать для нарізання різьби ручним способом. Їх виготовляють комплектами. У комплект, що складається з трьох мітчиків, уходять чорновий, середній та чистовий. Чорновий мітчик має на хвостовій частині одну кругову риску (канавку), середній - дві й чистовий - три риски (мал. 111, б). На мітчиках указується також тип різьби та її розмір. За зовнішнім виглядом мітчики одного комплекту відрізняються тим, що чорновий має більшу забірну частину (конус) і зрізану різьбу на калібрувальній частині, а чистовий - незначний забірний конус і повний профіль різьби на калібрувальній частині.
В основному використовують чорнові та середні мітчики. Чистові мітчики використовують під час нарізання різьби великого діаметра з великим кроком.
Велике значення при нарізанні різьби має правильний вибір діаметра. Якщо він більший, ніж потрібно, то внутрішня різьба не матиме повного профілю, а при меншому - вхід мітчика в отвір утруднений, що спричинює зривання ниток різьби або заклинювання й поломку мітчика.
Вибираючи діаметр свердла для отвору під різьбу, слід користуватися даними таблиць.
Після свердління отвору під різьбу деталь закріплюють у лещатах, чорновий мітчик змащують мастилом і у вертикальному положенні, контролюючи кутником, уставляють в отвір (мал. 112, а). Надівши на мітчик вороток і злегка притиснувши його до деталі, обережно повертають вороток, поки мітчик не вріжеться в метал і його положення не стане стійким (мал. 112, б). Після одного-двох повних обертів зворотним рухом мітчика на чверть його оберту ламають стружку. Закінчивши нарізання, обертанням воротка у зворотному напрямку викручують мітчик.
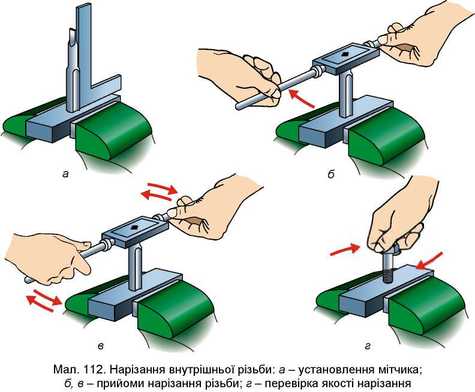
Другий і третій мітчики змащують мастилом і почергово вводять в отвір без воротка. Після того як мітчик установиться по різьбі, накладають вороток і продовжують нарізання різьби. Якість різьби в отворі можна перевірити, закрутивши в отвір болт відповідного діаметра (мал. 112, г).
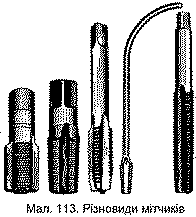
Для нарізання різьби використовують різні за конструкцією мітчики (мал. 113).
Конструкція плашки - інструмента, який застосовується для нарізання зовнішньої різьби, аналогічна конструкції мітчика. Плашка - це загартована гайка зі стружковими канавками, які утворюють різальні грані (мал. 114, а).
Робоча частина плашки складається із забірної та калібрувальної частин. Її призначення таке саме, як і мітчика.
Для нарізання різьби використовують плашки різних конструкцій.

У шкільних майстернях ти будеш користуватися суцільними (мал. 114, а) та розрізними (мал. 114, б) плашками.
Суцільні плашки застосовують під час нарізання різьби за один прохід діаметром до 52 мм. Вони мають велику жорсткість і забезпечують карбування чистої різьби, але порівняно швидко спрацьовуються.
Розрізні (пружні) плашки мають проріз від 0,5 до 1,5 мм.
Перед нарізанням різьби кінець стержня на всю довжину нарізання обточують до потрібного діаметра, а на самому кінці знімають фаску. Стержень під різьбу повинен мати чисту поверхню. Не можна нарізати різьбу на стержнях, покритих окалиною чи іржею, бо в цьому випадку дуже спрацьовуються плашки та погіршується якість різьби.
Під час нарізання різьби плашками, як і під час нарізання мітчиками, у результаті деформації під дією сили різання діаметр заготовки збільшується. При цьому збільшується тиск на калібрувальну частину, що може призвести до зриву різьби або поломки плашки.
Щоб запобігти цим явищам і отримати доброякісну різьбу при виготовленні стержня, його діаметр роблять на 0,2...0,4 мм меншим від зовнішнього діаметра різьби. Якщо ж діаметр стержня буде значно меншим від діаметра зовнішньої різьби, то різьба буде неповною. Значення рекомендованих діаметрів отворів і стержнів під час нарізання внутрішньої та зовнішньої різьби подано в таблиці 2.
Таблиця 2. Діаметри отворів і стержнів для нарізання метричної різьби (мм)
|
№ пор. |
Позначення різьби |
Крок різьби |
Діаметр отвору |
Діаметр стержня |
||
|
сталь, латунь, алюміній |
бронза, чавун |
наймен ший |
найбіль ший |
|||
|
і |
М3 |
0,50 |
2,5 |
2,5 |
2,95 |
2,98 |
|
2 |
М4 |
0,70 |
3,3 |
3,2 |
3,90 |
3,95 |
|
3 |
М5 |
0,80 |
4,2 |
4,1 |
4,85 |
4,95 |
|
4 |
М6 |
1,00 |
5,0 |
4,9 |
5,80 |
5,90 |
Продовження таблиці 2
|
№ пор. |
Позначення різьби |
Крок різьби |
Діаметр отвору |
Діаметр стержня |
||
|
сталь, латунь, алюміній |
бронза, чавун |
наймен ший |
найбіль ший |
|||
|
5 |
М8 |
1,25 |
6,7 |
6,6 |
7,80 |
7,90 |
|
6 |
М10 |
1,50 |
8,4 |
8,3 |
9,75 |
9,85 |
|
7 |
М12 |
1,75 |
10,1 |
10,0 |
11,76 |
11,88 |
|
8 |
М14 |
2,00 |
11,8 |
11,7 |
13,70 |
13,82 |
|
9 |
М16 |
2,00 |
13,8 |
13,7 |
15,70 |
15,82 |
|
10 |
М18 |
2,50 |
15,3 |
15,1 |
17,70 |
17,82 |
|
11 |
М20 |
2,50 |
17,3 |
17,1 |
19,72 |
19,86 |
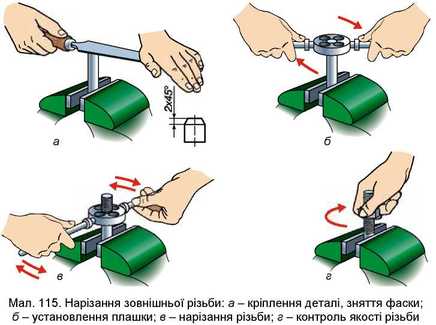
Перед нарізанням різьби стержень закріплюють у лещатах так, щоб його кінець виступав над рівнем губок лещат на 15...20 мм більше від довжини нарізуваної частини (мал. 115, а). Потім на торець стержня накладають під кутом 90° закріплену в плашкотримачі плашку і з невеликим натиском починають нарізати різьбу, повертаючи плашкотримач короткими рухами за годинниковою стрілкою (мал, 115, б, в).
Усі слюсарні операції на підриємствах виконує слюсар. Це робітник, який обробляє метали ручним або механічним інструментом. Слюсар -дуже розповсюджена і багатопланова професія. Робота слюсаря необхідна на всіх етапах створення, експлуатації та ремонту різноманітної техніки.
ПРАКТИЧНА РОБОТА № 10
Нарізання зовнішньої та внутрішньої різьби
Обладнання та матеріали: технологічні картки на виготовлення виробів з різьбою, деталі виробів, слюсарні лещата, різьбонарізний інструмент, інструмент для перевірки якості різьби, оригінал виробу.
Послі довні сть виконання роботи
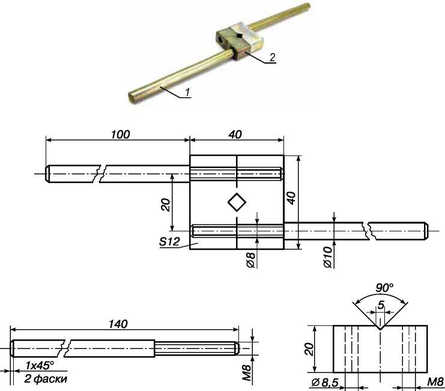
1. За завданням учителя або нижчеподаними графічними зображеннями виробу, на підготовлених для виготовлення деталях виробу ознайомся з їх конструктивними елементами (мал. 116).
|
Вороток |
||||
|
№ |
Назва елементів |
К-сть |
Матеріал |
Примітка |
|
1 |
Ручка |
2 |
Метал |
150x10 |
|
2 |
Півкорпус |
2 |
Метал |
40x20x20 |
Мал. 116. Орієнтовний об'єкт праці для практичної роботи № 10
2. Обери окремі деталі для нарізання різьби.
3. З’ясуй тип та розміри елементів різьби.
4. Оглянь поверхню деталі, на яку буде нанесено різьбу.
5. Зніми фаску на стержні деталі для нарізання зовнішньої різьби.
6. Здійсни вибір різьбонарізного інструменту.
7. Наріж різьбу (зовнішню, внутрішню).
8. Перевір якість виконаної роботи.
9. Визнач, які подальші технологічні операції необхідно виконати, щоб завершити виготовлення виробу.
10. Прибери робоче місце.
З приходом у наше життя нових будівельних матеріалів і сучасних технологій такі знайомі нам металеві труби відступили на другий план. Зараз більш популярними є труби з металопластику, поліпропілену або поліетилену. Проте в деяких випадках застосування металевих труб просто необхідне. Це зумовлено тим, що вони є універсальними, їх можна використовувати в будь-яких умовах.
Звичайно ж, виникає необхідність з’єднувати труби між собою. Варіантів усього два - зварювання і різьбове з’єднання. Для зварювання потрібен зварювальний апарат. А ось різьбу цілком під силу нарізати самостійно. Для цього використовують ручні (мал. 117, а) та електричні (мал. 117, б) трубні клупи. Клуп дозволяє нарізати різьбу в місцях, де важко це виконати плашкою. Особливо популярний ручний клуп з тріскачкою. Працюючи ним, можна, не знімаючи рукоятки з утримувача, повертати важіль після кожного витка (мал. 117, в).

Мітчик, плашка, калібруюча частина, забірна частина.
Вороток - пристрій для кріплення мітчика.
Мітчик - інструмент для нарізання різьби в отворі. Плашка - інструмент для нарізання різьби на стержні. Плашкотримач - пристрій для кріплення плашки.
1. Які інструменти використовують для нарізання зовнішньої та внутрішньої різьби?
2. Яким повинен бути отвір для нарізання різьби?
3. Що спільного у свердла, мітчика, плашки?
4. З якою метою під час нарізання різьби плашку або мітчик потрібно періодично повертати на півоберта назад?
Тестові завдання
1. Для чого під час нарізання різьби через 1-2 оберти воротка роблять півоберта назад?
А щоб полегшити роботу Б щоб сколоти стружку
В щоб забезпечити потрібний крок різьби
2. Для нарізання якої різьби призначений зображений мітчик?

А метричної діаметром 5 мм та кроком 1,75 мм Б метричної діаметром 12 мм та кроком 1,75 мм В метричної діаметром 12 мм та кроком 5 мм
3. Який мітчик застосовують для першого проходу під час нарізання різьби?

А мітчик 1 Б мітчик 2 В мітчик 3
4. На якому малюнку зображено вороток для мітчика?

5. На якому малюнку правильно показано початок нарізання різьби мітчиком?
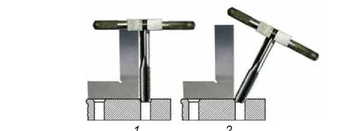
А на малюнку 1
Б на малюнку 2
6. Який кут профілю має метрична різьба?
А 45° Б 50° В 55° Г 60° Д 65°
7. Від чого залежить діаметр стержня та отвору при нарізанні різьби?
А від матеріалу, у якому виконують отвір
Б від діаметра різьби, яку мають нарізати
8. Який технологічний процес називають зенкуванням?
А обробку вхідної частини отвору для знімання фасок, задирок
Б обробку вихідної частини отвору для знімання фасок, задирок, а також утворення заглиблень під головки болтів, гвинтів і заклепок
В обробку вхідної або вихідної частини отвору для утворення заглиблень під головки болтів, гвинтів і заклепок
Г правильної відповіді немає
Це матеріал з підручника Трудове навчання 8 клас Гащак
Автор: admin от 17-10-2016, 13:18, Переглядів: 32201