§ 8. Технологія обпилювання заготовок із сортового прокату та листового металу
1. Пригадай, для виконання яких технологічних операцій застосовують напилки.
2. Які за формою та щільністю насічки напилки застосовують для обпилювання листового металу?
3. Для чого виконують обпилювання заготовок із металу?
Якісний виріб з металу можна отримати тоді, коли точність обробки заготовки наближається до розмірів, які визначено в графічному документі.
Проте, оскільки у процесі різання заготовок із металу на їхніх крайках утворюються нерівності та задирки, такі заготовки потребують подальшої обробки. Таку обробку можна виконати, обпилявши заготовку за допомогою напилків.
Напилками називають багаторізцеві сталеві інструменти у формі брусків різного перетину з правильно розташованими на плоских або кривих поверхнях дрібними гострими зубцями - насічкою.
Незалежно від форми кожен напилок має робочу частину і хвостовик, на який насаджується ручка (мал. 74).

Насічку наносять уручну або спеціальними верстатами на одній, двох, трьох або чотирьох поверхнях напилка залежно від його призначення й форми перерізу (мал. 75).
Напилки великих розмірів з великою насічкою застосовують у тих випадках, коли потрібно з найменшою витратою часу зняти якомога більший шар металу. Після обробки такими напилками майже завжди потрібна подальша обробка напилками з дрібнішою насічкою.

Обпилювання - більш точна, ніж різання ножівкою та рубання зубилом, слюсарна операція, а в деяких випадках навіть основна операція технологічного процесу. Сутність обпилювання полягає в тому, що під час роботи напилком із зовнішньої чи внутрішньої поверхні оброблюваної заготовки знімається тонкий шар металу. Припуски на обпилювання залишають невеликі - від 0,5 до 0,025 мм.
Застосовуючи різні за щільністю насічки напилки: драчеві (для чорнового обпилювання), личкувальні (для чистового обпилювання) та бархатні (для точної обробки), - у процесі обпилювання можна досягти високої точності обробки металевих заготовок. Для цього треба не тільки правильно дібрати напилок, а й ураховувати певні особливості обпилювання заготовок, що мають різну форму, зокрема із сортового прокату й листового металу.
Щоб під час роботи було зручніше тримати напилок, на його хвостовик насаджують ручку, виготовлену з деревини (клена, ясена, берези, липи) або пресованого паперу (така ручка найкраща, оскільки не розколюється) чи пластмаси.
Поверхня ручки напилка має бути гладкою, відполірованою, а довжина - відповідати розмірам напилка. Діаметр отвору ручки не повинен бути більшим, ніж ширина середньої частини хвостовика напилка, а глибина отвору має відповідати довжині хвостовика. Отвір для напилка просвердлюють або випалюють. Щоб ручка не розколювалася, на її кінець насаджують сталеве кільце.
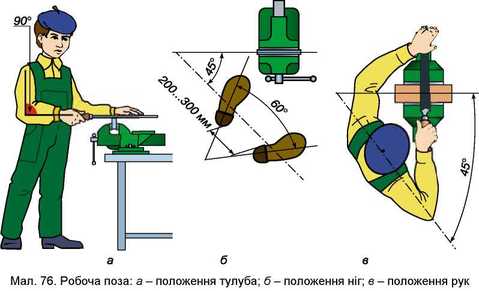
Під час обпилювання, як і під час виконання інших технологічних операцій, необхідно вибрати правильне положення ступень ніг та тулуба (мал. 76).
Важливо також уміти правильно розподіляти під час обпилювання зусилля правої й лівої рук. Під час роботи потрібно стежити за лініями розмітки як межами обробки заготовки, візуально визначати необхідність виконання контрольних розмірів.
Обпилюючи плоскі поверхні, напилок треба переміщувати рівномірно, без коливань. Для цього необхідно правильно стояти перед лещатами і правильно розподіляти зусилля, яких докладають до напилка на початку, в середині та в кінці обпилювання (мал. 77).

Під час руху напилка в робочому напрямку натискання правої руки повинне поступово збільшуватися, а лівої - зменшуватися. Під час холостого ходу напилок відводять, не натискаючи.
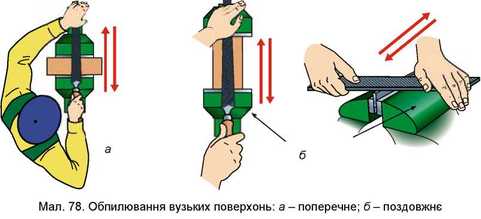
Обробляючи заготовки, доводиться обпилювати вузькі й широкі плоскі поверхні. Для обробки вузьких площин застосовують поперечне й поздовжнє обпилювання (мал. 78). При поперечному обпилюванні за один хід напилка знімається більший шар металу, ніж при поздовжньому. Проте положення напилка хитке й важко отримати рівну площину. Нестійкість напилка призводить до того, що на краях заготовки утворюються так звані завали (заокруглення краю заготовки). Поздовжнє обпилювання створює кращу опору для напилка, що практично виключає «завали», але збільшує час обробки.
Обпилювати широкі плоскі поверхні найскладніше. Щоб отримати прямолінійну поверхню заготовки, увагу треба зосереджувати на забезпеченні прямолінійності руху напилка та лініях розмітки. Обпилювання виконують перехресним штрихом (з кута на кут) під кутом 30...400 до бічних сторін лещат (мал. 79).

Під час обпилювання по діагоналі не слід виводити напилок на кути заготовки, оскільки при цьому зменшується площа опори напилка й зрізується великий шар металу - утворюється так званий завал краю оброблюваної поверхні.
Правильність обробки плоскої поверхні перевіряють лекальною лінійкою «на просвіт» (мал. 80, б), накладаючи її вздовж, упоперек і по діагоналі обробленої поверхні. Перевірна лінійка по довжині має перекривати поверхню, яка перевіряється.
Під час обпилювання паралельних плоских поверхонь їх паралельність перевіряють штангенциркулем, вимірюючи відстані між поверхнями в кількох місцях - вони мають бути скрізь однаковими.

Обробляючи площини, розміщені під кутом 90°, спочатку обпилюють поверхню, узяту за базову, досягаючи її площинності, потім - поверхню, перпендикулярну до базової. Зовнішні кути обробляють плоским напилком. Контроль здійснюють внутрішнім кутом кутника (мал. 80, а). Кутник прикладають до базової площини і, притискаючи до неї, переміщують до зіткнення з перевірною поверхнею. Відсутність просвіту свідчить про те, що поверхні перпендикулярні.
Якщо світлова щілина звужується або розширюється, то кут між поверхнями більший або менший за 90°.
Внутрішні кути обробляють так: розмічають заготовку, використовуючи зовнішні поверхні як бази. Ці поверхні будуть базами і при контролі. Потім ножівкою вирізують зайвий метал, залишаючи лінії розмітки. Припуск на обпилювання повинен становити близько 0,5 мм.
Якщо сторони внутрішнього кута мають сходитися без закруглення, то в ньому просвердлюють отвір діаметром 2...3 мм або роблять неглибокий пропил під кутом 45° (обробити внутрішній кут без закруглення всередині практично неможливо). Обпилюючи сторони кута, насамперед досягають їхньої площинності, а потім - перпендикулярності. Поверхні внутрішнього кута обпилюють так, щоб до другої поверхні було повернено ребро напилка, на якому немає насічки. Правильність внутрішнього кута контролюють також кутником.
Поверхні, розміщені під кутом, більшим або меншим за 90°, обпилюють аналогічним способом. Зовнішні кути обробляють плоским напилком, внутрішні - ромбічним, тригранним та ін.
Обробку контролюють кутомірами або спеціальними шаблонами.
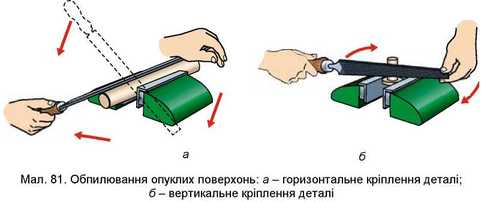
Обробляючи криволінійні поверхні, крім звичайних прийомів обпилювання, застосовують спеціальні. Опуклі криволінійні поверхні можна обробляти, використовуючи прийом «розгойдування» напилка (мал. 81, а).
Із цією метою на початку переміщення напилка його носок торкається заготовки, а ручка опущена. У міру просування напилка носок опускається, а ручка піднімається. Під час зворотного ходу рух напилка протилежний.
Увігнуті криволінійні поверхні залежно від радіуса кривизни обробляють круглими чи напівкруглими напилками. Напилком виконують складний рух уперед і вбік із поворотом навколо осі заготовки (мал. 82).

У процесі обробки криволінійних поверхонь розміщення заготовки в лещатах періодично змінюють таким чином, щоб оброблювана ділянка розміщувалася під напилком. Найбільш продуктивним є обпилювання заготовок, що мають криволінійний профіль, по копіру (мал. 83). Копір -це пристосування, робочі поверхні якого оброблено відповідно до контуру оброблюваної деталі з точністю від 0,05 до 0,1 мм, загартовано та відшліфовано.

Виготовляючи партії однакових деталей, доцільно зробити шаблон. У цьому випадку шаблон із закріпленою заготовкою затискають у лещатах і обпилюють доти, доки напилок не торкнеться шаблона.
У процесі роботи зуби напилка стираються. Дуже часто це відбувається під час зіткнення насічок інструмента зі вставними губками лещат. Тому потрібно закріплювати заготовку (деталь) так, щоб обпилювана поверхня була вище рівня губок лещат. Напилки необхідно оберігати навіть від незначних ударів. Після роботи робочу поверхню очищують металевою щіткою або скребком (мал. 84).

Зберігати напилки потрібно на дерев’яних підставках, у коробках тощо (мал. 85), оберігаючи навіть від незначних ударів.

При недотриманні технології обпилювання виробів з металу поверхні можуть мати певні вади. Основними видами браку є:
- нерівності поверхонь (горби) і «завали» країв заготовки як результат неправильного користування напилком;
- вм’ятини або пошкодження поверхні заготовки через неправильне затискання її в лещатах;
- неточність розмірів обпиляної заготовки внаслідок неправильної розмітки, зняття занадто великого чи малого шару металу, а також як результат неправильного вимірювання або неточності вимірювального інструмента;
- задирки, подряпини на поверхні деталі, що виникають у результаті недбалої роботи й неправильно обраного напилка.
Під час обпилювання металевих заготовок необхідно дотримуватися таких правил безпеки праці:
Перед початком роботи:
1. Правильно одягнути робочий одяг.
2. Підготувати своє робоче місце до роботи. Упевнитись у справності інструментів та пристосувань. Не користуватися напилками, у яких немає ручок, або такими, у яких ручка має тріщини.
3. Приступати до роботи тільки з дозволу вчителя.
Під час роботи:
1. Використовувати за призначенням справний, добре налагоджений інструмент. Інакше можна не тільки зіпсувати його та заготовку, але й отримати травму.
2. Не відволікатися і не відвертати увагу інших.
3. Не підгинати пальці лівої руки, щоб при зворотному русі напилка не поранити їх об затиснуту в лещатах заготовку.
4. Не перевіряти пальцями якість обробленої напилком поверхні.
5. Утримувати робоче місце в порядку.
6. Дбайливо ставитися до устаткування та інструментів.
7. Інструменти загального користування брати з дозволу вчителя і відразу після користування повертати у відведене для них місце.
Після закінчення роботи:
1. Покласти інструменти й заготовки у відведене для їх зберігання місце.
2. Старанно прибрати робоче місце (стружки не здувати й не змітати руками. Користуватися для цього щіткою-зміталкою).
3. Дати лад своєму робочому одягу, вимити руки й залишити майстерню тільки з дозволу вчителя.
ПРАКТИЧНА РОБОТА № 8
Обпилювання заготовок із сортового прокату та листового металу
Обладнання та матеріали: слюсарний або комбінований верстак, лещата, драчевий, личкувальний та бархатний напилки, металева лінійка, вирізані на попередніх уроках заготовки з металу, два брусочки з деревини.
Послі довні сть виконання роботи
1. Підготуй виготовлену на попередніх уроках заготовку.
2. Визнач нерівності та надлишковий матеріал на заготовці.
3. Закріпи заготовку в лещатах, використавши потрібні пристосування.
4. Здійсни обпилювання заготовки у визначених місцях, використовуючи потрібні напилки.
5. Проконтролюй розміри та прямолінійність крайок, прямих та контролюючих кутів шаблона для контролю параметрів свердла та кутів заточування зубила, крейцмейселя.
6. Свердління отворів та завершення виготовлення виробів виконай на наступному уроці.
Окрім обпилювання, у деяких заготовках іноді доводиться виконувати ще й розпилювання (мал. 86). Для розпилювання беруть напилки різних типів і розмірів залежно від характеру пройми. Пройми з плоскими поверхнями та пази обробляють плоскими напилками, пройми малих розмірів - квадратними, кути в проймах - тригранними, ромбічними тощо, пройми криволінійної форми -круглими та напівкруглими. Розпилювання виконують у лещатах.
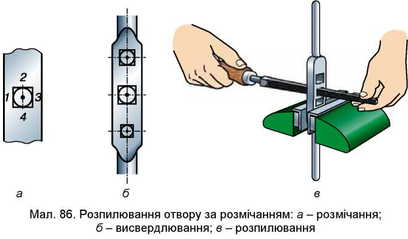
Підготовка до розпилювання починається з розмічання пройми. Потім вирізають зайвий метал з її внутрішньої порожнини. При великих розмірах пройми й невеликій товщині заготовки метал вирізають ножівкою. Для цього свердлять по кутах пройми отвори, заводять в один із них ножівкове полотно, складають ножівку й, відступаючи від розмічальної лінії на величину припуску на розпилювання, вирізають внутрішню порожнину.
Прийоми розпилювання подібні до прийомів обпилювання. Контроль розпилювання здійснюють штангенциркулем і спеціальними шаблонами.
Алмазні напилки (мал. 87, а) застосовують для обробки й доведення твердосплавних частин інструментів і штампів. Алмазний напилок - це металевий стрижень з перетином потрібного профілю і робочою поверхнею, на яку нанесено тонкий алмазний шар. Алмазне покриття на робочій частині інструмента виготовляють різної зернистості для попереднього й остаточного доведення.
Таровані напилки (мал. 87, б) застосовують у всіх випадках, коли потрібно перевіряти твердість у малодоступних для алмазного наконечника пристосування частинах виробу (бічний профіль зуба зубчастого колеса,

різальне лезо фрези та ін.), і при контролі твердості безпосередньо біля робочого місця терміста (спеціаліста з термічної обробки виробів із металу). Напилки таруються на певну твердість залежно від твердості виробів. Вони відрізняються від відповідних нормалізованих напилків підвищеною і стабільною якістю.
Зазначені види напилків використовують при виготовленні різноманітних виробів.
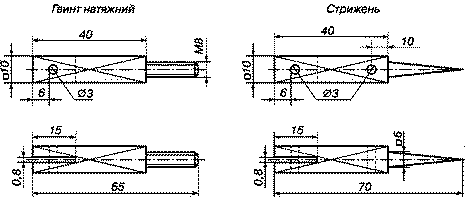
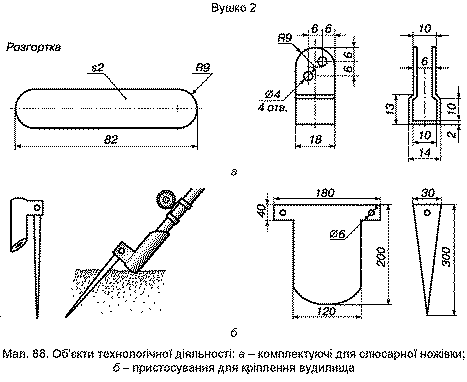
Розглянь деталі, зображені на малюнку 88. Поміркуй, які види напилків та надфілів потрібно використати для виготовлення кожної з них.
Напилок, насічка, робоча частина, окалина, брак, вм’ятина, просвіт.
Напилок (терпуг) - брусок певного профілю та довжини з інструментальної сталі, на поверхні якого є насічки з гостро заточеними зубцями, які в перерізі мають форму клина.
Окалина - продукт окиснення поверхні металу в газовому середовищі.
Пройми - отвори різної форми й розмірів.
Розпилювання - різновид обпилювання, у процесі якого обробляють пройми.
1. Для чого застосовують напилки?
2. Як поділяють напилки за величиною насічки?
3. Чому треба правильно тримати напилок під час обпилювання?
4. Як треба розподіляти зусилля рук під час обпилювання?
5. Як слід затискати заготовки для обпилювання в лещатах?
6. Чому обпилювання конструкційних матеріалів теж належить до процесу різання?
7. Як перевіряють якість обпилювання?
8. Яких правил безпеки потрібно дотримуватися під час обпилювання заготовок?
Тестові завдання
1. У якому твердженні дано найбільш повну інформацію про технологію обпилювання металу?
А операція, під час якої з поверхні металу знімається шар металу Б операція, під час якої з поверхні металу знімається шар металу (припуск)
В операція, під час якої з поверхні металу знімається шар металу (припуск) за допомогою різального інструмента - напилка
2. Який спільний принцип закладено в основу роботи слюсарної ножівки, ножиць, зубила, крейцмейселя, канавочника, напилка?
А різання Б розкроювання
В дія клина Г усі перелічені принципи
Д правильної відповіді немає
3. Які види обпилювальних робіт застосовують у практиці слюсарної обробки?
А обпилювання зовнішніх криволінійних поверхонь Б обпилювання зовнішніх плоских поверхонь В обпилювання зовнішніх і внутрішніх кутів плоских поверхонь Г обпилювання складних або фасонних поверхонь Д обпилювання заглиблень, отворів, пазів і виступів Е усі відповіді правильні Є правильної відповіді немає
4. Який припуск на обпилювання деталей досягається при роботі в шкільних майстернях?
А до 0,1 мм Б до 0,01 мм В до 0,05 мм
Г від 0,5 до 0,025 мм Д від 0,1 до 0,01 мм
5. Що важливо знати, вибираючи напилок для обпилювання?
А послідовність роботи
Б твердість оброблюваного матеріалу В точність обробки заготовки Г величину припуску на обробку Д форму оброблюваної поверхні
6. Який напилок призначений для грубого обпилювання заготовок з м’яких металів?

А напилок з одинарною (простою) насічкою Б напилок з подвійною (перехресною) насічкою В напилок з дуговою насічкою Г напилок з точковою (рашпільною) насічкою
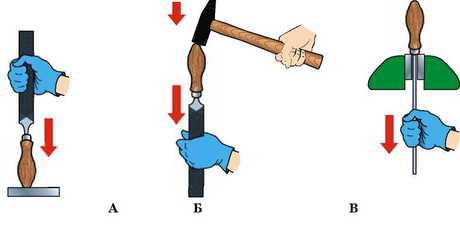
7. На яких зображеннях правильно показано прийом кріплення ручки на хвостовику напилка?
Це матеріал з підручника Трудове навчання 8 клас Гащак
Автор: admin от 17-10-2016, 12:24, Переглядів: 8554