Прийоми свердління отворів у сортовому прокаті та листовому металі
Ви дізнаєтесь
Про особливості отримання отворів у металах і їх сплавах, інструментів і пристосувань, які при цьому використовуються.
Пригадайте
Будову свердлильного верстата. Послідовність виконання операцій при свердлінні. Правила безпеки праці при виконанні свердлильних операцій.
Отвори в металі можна отримати різними способами, у тому числі і свердлінням.
Місце розташування отвору намічають кернером, щоб свердло не ковзало (мал. 135).
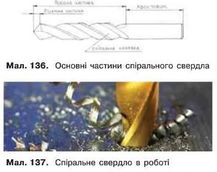
Існують різні види свердел. Найпоширеніші з них — спіральні (мал. 136, 137). Під час свердління різальна частина свердла врізається в матеріал виробу і знімає стружку, яка потім відводиться через спіральні канавки, розташовані на иаправля-
ючій частини свердла. Стрічка на кромці свердла дозволяє зменшити тертя об стінки отвору. Хвостовик служить для закріплення свердла під час свердління.
Означення
Свердління — технологічна операція з обробки матеріалів різанням за допомогою свердла.
Під час свердління виріб закріплюється нерухомо, а свердлу надається одночасно два рухи: рух різання — обертальний навколо осі, і рух подачі — поступальний уздовж осі свердла.
Інструменти й пристосування для свердління в сортовому прокаті та листовому металі. Сучасне свердло має модифікації, і нещодавно з’явилася нова конструкція свердла — ступінчасте.
Основним призначенням ступінчастого свердла по металу є виконання рівних круглих отворів достатньо великого діаметра


в тонколистовому металі. Якщо для аналогічної роботи застосовується звичайне спіральне свердло, то з’являються проблеми: неможливість точно центрувати свердло при свердлінні, отримання отворів трикутної форми, наявність задирок. Ступінчасте свердло використовується майже для всіх тонких матеріалів, зокрема кольорових металів, листової сталі, пластмас і нержавіючої сталі. Цей тип свердла дозволяє розсвердлювати отвори без попереднього свердління, без задирок у тонких листах. Отже, основні види використання ступінчастого свердла — зняття задирок, свердління круглих отворів, свердління одним свердлом отворів різного діаметра, розсвердлювання наявних отворів (мал. 138).
Також використовується спіральне ступінчасте свердло, що дозволяє продовжити термін його служби, зменшити вібрації і прискорити свердління (мал. 139, а, б).
Під час свердління сортового прокату часто виникає необхідність розширити верхню частину отвору, щоб заглибити в неї головку болта, гвинта, шурупа тощо. Для цього використовують свердло більшого діаметра або спеціальний інструмент — зенківку (мал. 140, а). Операцію з обробки верхньої частини отвору зенківкою називають зенкуванням (мат. 140, б, б).
Означення
Зенкування отворів —
це операція технологічного процесу обробки заглиблень циліндричної або конічної форми.
Зенкування отворів — це операція технологічного процесу обробки заглиблень циліндричної або конічної форми, а також фасок, призначених для установки в готові отвори кріпильних деталей — таких, як болти, гвинти або заклепки з потайними головками (употай).
Операцію зенкування отворів виконують на свердлильних верстатах з використанням зенківок і свердел з діаметрами, розмір яких перевищує діаметри отворів. Для забезпечення максимально точного поєднання осі отвору і заглиблення під головку кріпильної деталі употай на зенківках іно-


ді виготовляють конструктивні напрямні елементи — цапфи або спіральні свердла (мал. 141).
На відміну від інструментів, якими виконуються операції з обробки металу вручну (зубило, напилок, кернер тощо), вони виготовляються зі швидкорізальної сталі Р6М5, Р9, Р18.
Для закріплення заготовки під час свердління використовують машинні лещата (мал. 142), на основі яких закріплена нерухома губка, а по направляючій за допомогою гвинта з рукояткою може переміщатися рухома губка. Деталь встановлюють між губками і обертанням гвинта рукояткою пересувають рухливу губку і міцно закріплюють виріб у лещатах.
Під час свердління отворів великого діаметра (більше 6-8 мм) лещата потрібно закріпити на столі верстата. Для цього в основі (підошві) лещат зроблені пази або отвори, а на столі верстата є спеціальні пази. Встановивши болти з гайкою в пази столу і виїмки основи лещат, лещата закріплюють на столі свердлильного верстата.
Перед установкою машинних лещат потрібно ретельно протерти опорні площини столу і основи лещат, потім трошки змастити їх машинним маслом. Під час свердління отворів малого діаметра лещата закріплювати не обов’язково.
Виконуючи свердління глибоких отворів (що часто буває під час операції свердління в сортовому прокаті, наприклад шестигранника, заготовки прямокутної форми, прутка), необхідно періодично виводити свердло з отвору і змащувати його рідким мастилом. Наприкінці свердління силу тиску на рукоятку подачі необхідно зменшити. Просвердливши отвір, необхідно, плавно повертаючи штурвал подачі, підняти шпиндель в крайнє верхнє положення і вимкнути верстат.

Є особливості свердління деталей круглого перерізу. Незважаючи на те, що центр майбутнього отвору намічено за допомогою кернера, свердло може зміститись убік. Тому у випадку свердління круглих деталей (прутків, труб) необхідно використовувати призматичну підставку для жорсткої фіксації виробу (мал. 143). Перед свердлінням місце свердління обпилюють напилком або фрезерують для отримання площини в місці заходу свердла в метал (мал. 144, б) або використовують інші методи фіксації свердла на осі отвору (мал. 144, а, в).
ПРАВИЛА БЕЗПЕКИ ПРАЦІ ПІД ЧАС СВЕРДЛІННЯ
1. Під час свердління металу застосовуються ті самі прийоми й правила безпечної роботи, що й під час свердління отворів у деревині.
2. Працювати на свердлильному верстаті можна тільки з дозволу вчителя.
3. Під час роботи на верстаті робочий одяг повинен бути застебнутий на всі ґудзики, волосся прибране під головний убір.
4. Під час свердління потрібно користуватися захисними окулярами.
5. Встановлювати свердло в патрон і заготовку в лещата, а також прибирати стружку зі столу слід тільки після відключення верстата.
6. Не можна гальмувати руками патрон, що обертається.
7. Не відходити від верстата, не виключивши його.
8. Надійно закріплювати заготовку в лещатах, свердло в па троні й патрон у шпинделі.
Чи добре засвоїли?
1. Які інструменти використовуються для утворення отворів?
2. Назвіть основні технологічні операції, що супроводжують процес свердління.
3. У яких випадках можна не закріплювати машинні лещата на поверхні столу свердлильного верстата?
Поясніть
1. Навіщо під час свердління глибоких отворів свердло потрібно періодично виймати з тіла заготовки і змащувати?
2. Які труднощі можуть виникнути під час свердління круглих заготовок? Як їх усунути?
Це матеріал з підручника Трудове навчання 8 клас Лебедєв
Автор: admin от 1-01-2017, 21:12, Переглядів: 5058