Проектування та виготовлення виробів з листового металу та сортового прокату
Ви дізнаєтесь
Про особливості проектування та виготовлення виробів з листового металу та сортового прокату.
Ознайомившись з такими видами конструкційних матеріалів, як листовий метал і сортовий прокат, маючи загальні відомості про з’єднання матеріалів (за допомогою гвинтів, заклепок, зварювання тощо), можна перейти до процесу проектування та виготовлення виробів.
Пригадайте
Як виконується площинна та об’ємна розмітка деталей. З якою метою використовується кернер під час розмічання деталей з листового металу та сортового прокату. Які види з’єднань металевих деталей вам відомі.
Проектування та виготовлення виробу розпочинається з вибору та обговорення завдання. Під час вибору об’єкта проектування (цього разу ми розробимо пристрої, які надалі можна буде використовувати у шкільній майстерні) треба впевнитися у наявності потреби використання даного технічного пристрою.
У 7-му класі ви навчились обробляти пиломатеріали з деревини. Одним із основних інструментів був рубанок, і якість та продуктивність роботи цілком залежала від правильного загострення леза рубанка. Виготовлення шинових з’єднань передбачало використання долота та стамески, які потрібно також періодично гострити. Виконуючи процес загострення цих інструментів на абразивному камені, досить складно дотримуватись заданого кута загострення. Тож постало завдання спростити процес загострення лез столярних ріжучих інструментів шляхом розробки пристрою (бажано універсального).
Отже, завдання для виконання проектної діяльності сформулюємо так:
• пристрій повинен забезпечувати надійне закріплення залізка рубанка або леза стамески та долота;
• оскільки оптимальний кут загострення в різних інструментів може бути різний, пристрій повинен забезпечувати зміну кута загострення у межах від 15° до 45°;
• пристрій має забезпечувати загострення лез криволінійної форми (леза шерхебеля, напівкруглої стамески);
• матеріалом, із якого виготовлятимуться основні деталі виробу, повинен бути листовий метал та сортовий прокат (ця умова випливає з потреб вивчення змісту даного підручника).
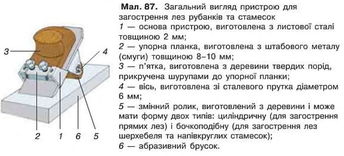
Розглянемо будову пристрою для загострення лез рубанків, стамески та долота. Він складається з трьох металевих і трьох дерев’яних деталей (мал. 87):
Нижче зображений загальний вигляд виробу та кресленик його окремих деталей. З огляду на зміст навчання у 8-му класі ви виготовлятимете деталі, заготовками для яких є листовий метал (основа пристрою) та сортовий прокат (упорна планка, вісь). Інші деталі пристрою можуть бути виготовлені на заняттях за варіативною частиною програми або у процесі проведення позакласної роботи з трудового навчання.
ПРАКТИЧНА РОБОТА 5
Розмічання заготовок виробу «Пристрій для загострення лез рубанків»
|
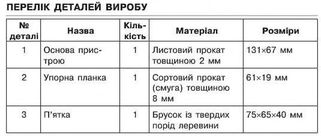
№ деталі |
Назва |
Кіль кість |
Матеріал |
Розміри |
|
4 |
Вісь ролика |
1 |
Сортовий прокат (пруток) 0 6 мм |
Довжина 80 мм |
|
5 |
Ролик двох типів (циліндричний, діжкоподібний) |
2 |
Брусок із твердих порід деревини |
65x40x40 мм |
ОБЛАДНАННЯ ТА МАТЕРІАЛИ
• листова сталь товщиною 2 мм;
• сортовий прокат (смуга товщиною 8 мм, пруток діаметром 6 мм);
• слюсарні лінійка та косинець, рисувалка, розмічальний штангенциркуль, кернер і молоток.
ПОСЛІДОВНІСТЬ ВИКОНАННЯ РОБОТИ
1. За розмірами, заданими на кресленику (мал. 87, позиція 2), визначте розміри заготовки з припуском (1,5-2 мм на кожну зі сторін), достатнім для розмічання та виготовлення деталі. Під час розмічання центрів отворів у деталі використовуйте перехресні розмічальні лінії з наступним нанесенням кернів у місці їх перетину.
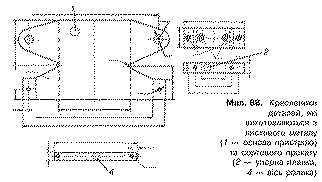
2. За розмірами, заданими на кресленику (мат. 88, позиція 2), виконайте розмітку заготовки для виготовлення упорної планки з припуском на остаточну обробку (0,5-1 мм на кожну сторону).
3. За розмірами, заданими на кресленику (мат. 88, позиція 4), виконайте розмітку заготовки (пруток діаметром 6 мм), забезпечивши для виготовлення детаті припуск завдовжки 1,5-3 мм.
ТЕХНОЛОГІЧНА КАРТА 1
|
Послідовність виконання робіт |
Зображення процесу |
Інструменти та пристрої |
|
Деталь 1 |
||
|
1. Отримати від вчителя заготовку з сортового прокату товщиною 2 мм. розмірами 131x67 мм, та обрати на ній базову поверхню |
 |
Слюсарний кутник та лінійка, рисувалка |
|
2. Провести осьову лінію паралельно коротшій стороні заготовки та лінію паралельну довшій стороні на відстані 38 мм (29 мм) від обраної за базову |
 |
Слюсарний кутник та лінійка, рисувалка, розмічальний штангенциркуль |
|
3. Користуючись осьовою лінією як початком відліку, розмітити лінії згину з обох сторін від неї (розміри 60, 98 мм) |
 |
Слюсарний кутник та лінійка, рисувалка |
|
4. Використовуючи розмічальний штангенциркуль намітити центри отворів 0 6 та 4 мм |
 |
Слюсарний кутник та лінійка, рисувалка, розмічальний штангенциркуль |
|
5. Використовуючи слюсарний або розмічальний циркуль провести напівкола з Я 10 мм з центрів призначених для свердління отворів 0 6 мм |
 |
Кернер, молоток, слюсарний або розмічальний циркуль |
|
6. Розмітити похилі лінії, що утворюють контури кронштейнів для кріплення ролика та упорної планки |
 |
Слюсарний кутник та лінійка, рисувалка, розмічальний штангенциркуль |
Різання листового металу та сортового прокату
Це матеріал з підручника Трудове навчання 8 клас Лебедєв
Автор: admin от 1-01-2017, 20:58, Переглядів: 2208